Beispiel 9: Niere ausräumen mit Fräszyklen (CAM-Einführung)
|
|
Beispiel 9: Niere ausräumen mit Fräszyklen (CAM-Einführung) |
www.CAD6.de |
|
Beispielzeichnung: "CAM\Niere ausräumen mit Fräszyklen"
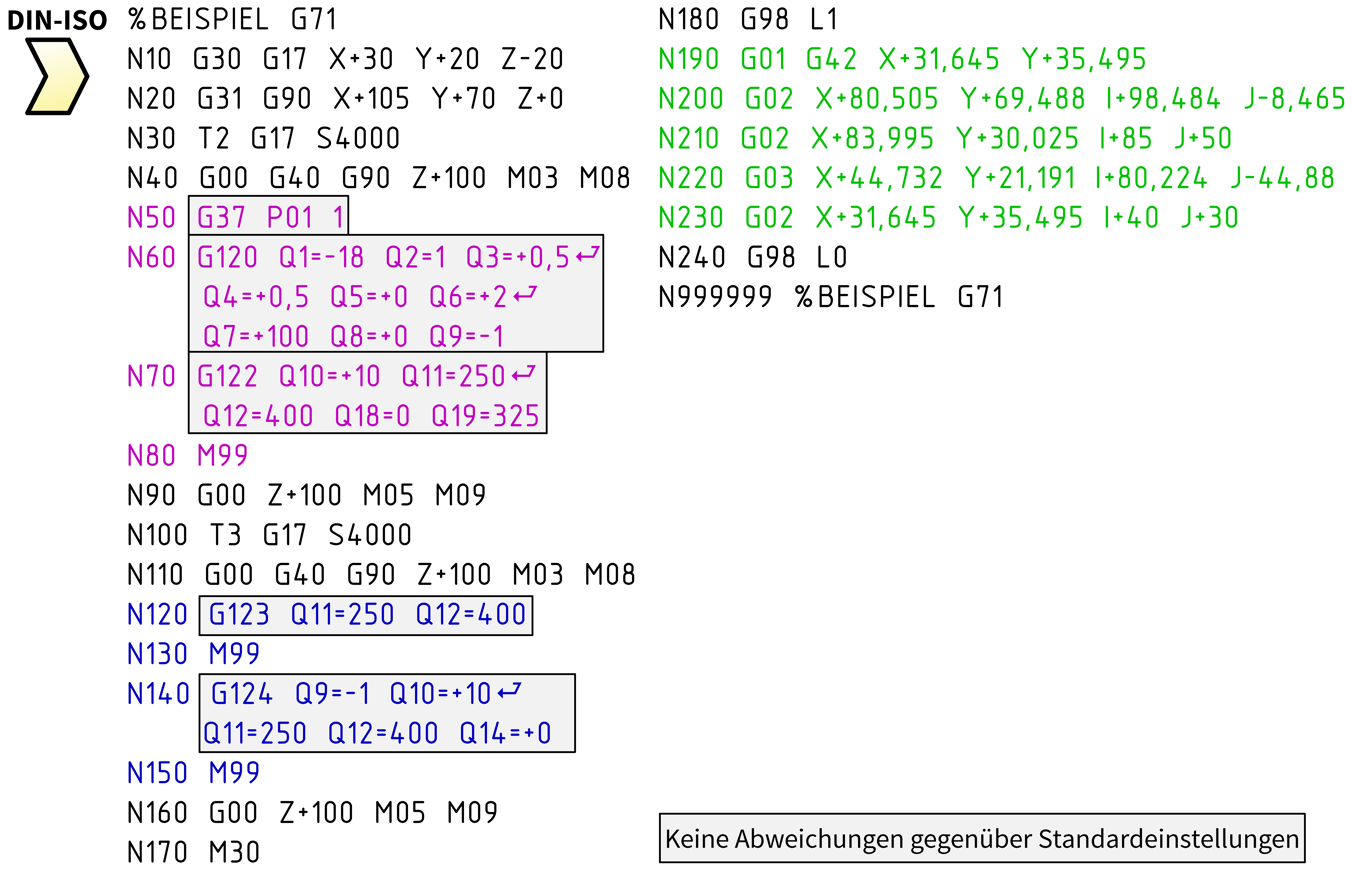
ExportobjektDie auszuräumende und zu schlichtende Fläche ist in der Zeichnung grün dargestellt. Die dazu gehörenden NC-Sätze (Zeilen) erscheinen ebenfalls in dieser Farbe.
Die Punkte P1 bis P4 dienen hier nur der Darstellung der tangentialen Kreisbögenübergänge. Für die Konstruktion der Niere mit den Befehlen Hilfskonstruktion Kreis > Mittelpunkt - Punkt auf Kreis, Hilfskonstruktion Kreis > Radius - Objekt - Objekt und anschließend Hilfskonstruktion > Konturverfolgung Fläche genügen die Maßangaben zu den Kreisradien und -mittelpunkten.
Die CAM-Blockinstanz "Zyklen\Kontur: 1. Definieren und ausräumen" kommt in der Objektreihenfolge vor der CAM-Blockinstanz "Zyklen\Kontur: 2. Schlichten (Tiefe und Seite)". Die dazu gehörenden NC-Sätze (Zeilen) sind farblich hervorgehoben. Die Position dieser CAM-Blockinstanzen auf der Zeichenfläche hat keinen Einfluss auf den NC-Code.
Wichtig ist nur, dass die Kontur, die ausgeräumt und geschlichtet werden soll, direkt auf die CAM-Blockinstanzen folgt!
Natürlich können Sie auch mehrere Flächen in einem Exportprozess ausräumen und schlichten. Die Kontur-Unterprogramme mit jeweils eigener Nummer stehen grundsätzlich am Ende der NC-Datei. Bitte deaktivieren Sie in diesem Fall aber unbedingt die Option "Export sortieren" im Dialogfenster des Befehls CAM > Werkzeugliste verwalten, da ansonsten die zusätzlichen Konturen vom Postprozessor nicht korrekt erkannt werden!
Fräszyklen für Kontur-UnterprogrammeDie im NC-Code eingerahmten G-Befehle und deren Parameter sorgen dafür, dass das Unterprogramm 1 als Kontur mit Zusatzdaten definiert (G37/G120), dann ausgeräumt (G122) und schließlich geschlichtet (G123/G124) wird. Diese G-Befehle entstammen den beiden oben genannten CAM-Blockinstanzen. Bei diesen G-Befehlen handelt es sich um besondere Zyklen der Heidenhain-Steuerung (z.B. TNC 426), sogenannte SL-Zyklen Gruppe II. Diese Zyklen ermöglichen es, sehr komplexe Arbeitsvorgänge auf die angegebenen Kontur-Unterprogramme anzuwenden. Sämtliche Werkzeugpositionierungen nimmt die Steuerung aufgrund der definierten Kontur und der Zusatzdaten selbständig vor.
Die notwendigen Parameter, wie zum Beispiel Zustelltiefen, Schlichtmaße und Vorschübe entstammen dem jeweiligen Werkzeug. Natürlich könnten auch alle Fräszyklen in einer CAM-Blockinstanz stehen. Wie Sie die Aufteilung der Fräszyklen auf CAM-Blockinstanzen gestalten, sollten Sie an Ihrer betrieblichen Praxis orientieren.
Ob Sie nun mächtige CAM-Blockinstanzen mit jeweils möglichst vielen Fräszyklen oder flexible CAM-Blockinstanzen mit möglichst wenigen Fräszyklen bevorzugen, wir helfen Ihnen gerne bei der Anpassung!
|
CAD6industrie CAM Release 2024.2 - Copyright 2024 Malz++Kassner® GmbH