Beispiel 8: Kontur mit Fräszyklen verschmelzen (CAM-Einführung)
|
|
Beispiel 8: Kontur mit Fräszyklen verschmelzen (CAM-Einführung) |
www.CAD6.de |
|
Beispielzeichnung: "CAM\Kontur mit Fräszyklen verschmelzen"
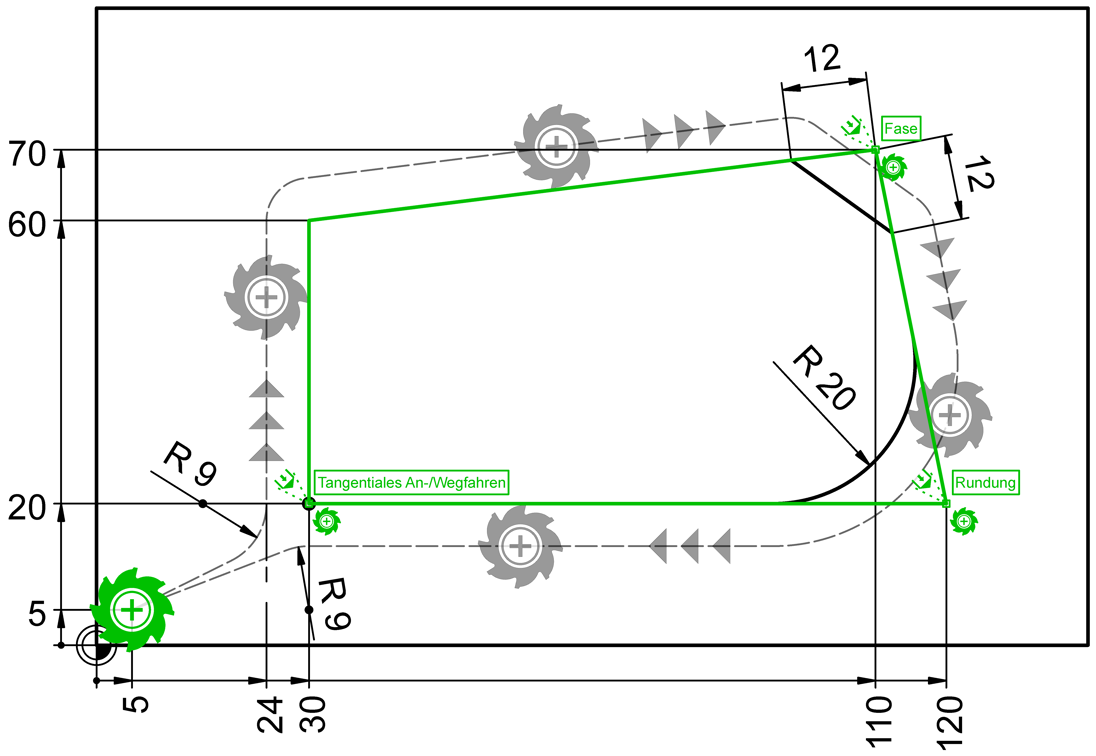
ExportobjekteDie zu exportierenden Objekte sind in der Zeichnung grün dargestellt. Die dazu gehörenden NC-Sätze (Zeilen) erscheinen ebenfalls in dieser Farbe.
Die Blockinstanz "Hilfspunkt für Radiuskorrektur" entstammt der Bibliothek "CAM-Universal" und liegt auf Position (5|5).
Wichtig für den korrekten Export ist, dass diese CAM-Blockinstanz in der Reihenfolge vor der eigentlichen Fräskontur liegt!
Bei den drei Fräszyklen handelt es sich um die Blockinstanzen "Fräszyklen\G26/G27 Tangentiales An-/Wegfahren", "Fräszyklen\G24 Fase einfügen" und "Fräszyklen\G25 Ecke runden" aus der Bibliothek "CAM-Universal". Diese Fräszyklen müssen in der Reihenfolge ebenfalls vor der Fräskontur liegen und außerdem müssen sie jeweils exakt auf einem Punkt der Fräskontur positioniert sein.
Die zu exportierende Fräskontur besteht aus einem Viereck, wobei der Startpunkt des Vierecks auf Position (30|20) liegt. Die Laufrichtung des Vierecks ist im Uhrzeigersinn, das heißt, der nächste Punkt liegt bei (30|60). Aufgrund der verwendeten Fräszyklen "G24 Fase einfügen" und "G25 Ecke runden" weicht die tatsächliche Fräskontur jedoch von der exportierten ab. Da die Radiuskorrektur in der Werkzeugliste für dieses Werkzeug aktiv ist (hier G41), berechnet die Maschinensteuerung automatisch aufgrund der Fräskontur und dem Fräserradius die tatsächliche Werkzeugbahn (siehe Strichlinie). Hierbei werden sämtliche Fräszyklen berücksichtigt, das heißt, sowohl die Fase und die Rundung als auch das tangentiale An/Wegfahren.
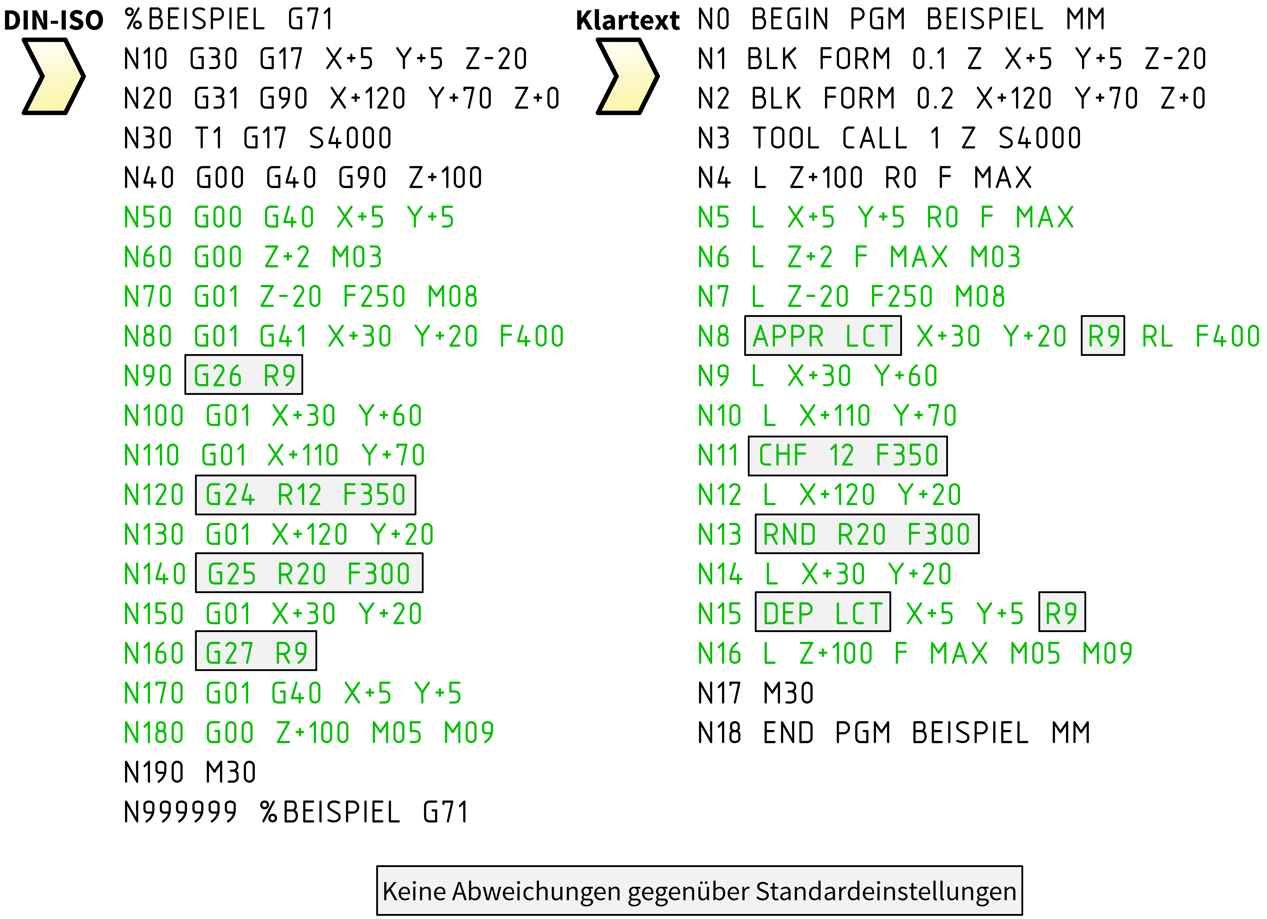
Kontur mit Fräszyklen verschmelzenAuf der linken Seite sind im NC-Code die Stellen eingerahmt, wo NC-Kommandos der Fräszyklen mit den NC-Kommandos der Fräskontur verschmolzen sind. Man sieht, dass die Fräszyklen immer nach dem Anfahren des jeweiligen Konturpunktes eingefügt werden bzw. im selben Satz (APPR LCT) stehen. Die Heidenhain-Steuerung (z.B. TNC 426) berechnet dann zum Beispiel für das tangentiale An-/Wegfahren die Werkzeugbahn so, dass die Kreisbögen (Radius 9) tangential in die Werkzeugbahn übergehen. Ebenso fährt die Heidenhain-Steuerung die Kontureckpunkte bei der Fase bzw. der Rundung nicht wirklich an, sondern benutzt die Eckpunkte, um die Werkzeugbahn so zu berechnen, dass eine Fase mit der Länge 12 und eine Rundung mit Radius 20 entsteht.
Beim Einsetzen einer CAM-Blockinstanz mit Fräszyklen (durch Setzen des entsprechenden Markierungsfeldes im Block > Einsetzen-Dialog) oder auch nachträglich (mittels des Befehls Gestalten > Editieren > Text / Attribute) können Sie bei Bedarf noch lokale Attribute editieren. So können Sie zum Beispiel eine andere Fasenlänge oder einen anderen Rundungsradius zuweisen. Die hier verwendeten Werte entstammen den "Zusatz-Fräsparametern" des verwendeten Werkzeugs.
|
CAD6industrie CAM Release 2024.2 - Copyright 2024 Malz++Kassner® GmbH